





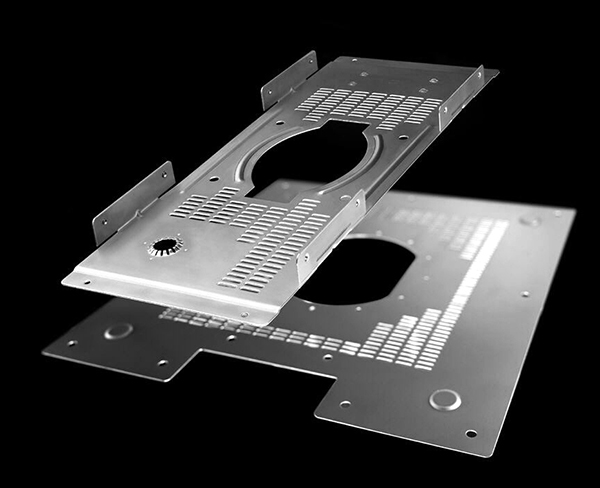
鈑金加工的工藝翻邊攻絲。翻邊又叫抽孔,就是在一個(gè)較小的基孔上抽成一個(gè)稍大的孔,再在抽孔上攻絲。這樣做可增加其強(qiáng)度,避免滑牙。一般用于板厚比較薄的鈑金加工。當(dāng)板厚較大時(shí),如2。0、2。5等以上的板厚,我們便可直接攻絲,無須翻邊。沖床加工。一般沖床加工的有沖孔切角、沖孔落料、沖凸包、沖撕裂、抽孔等加工方式,以達(dá)到加工目的。其加工需要有相應(yīng)的模具來完成操作。沖凸包的有凸包模,沖撕裂的有撕裂成形模等。
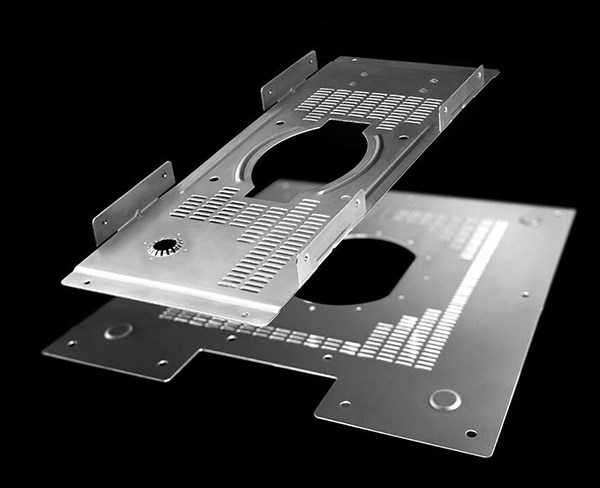





鈑金加工的基本流程、剪料:指材料經(jīng)過剪板機(jī)得到矩形工件的工藝過程。2、下料:指工件經(jīng)過LASER切割或數(shù)控沖床沖裁的工藝過程。3、落料:指在普通沖床或其他設(shè)備上使用模具加工得到產(chǎn)品形狀的工藝過程(即產(chǎn)品落下)。4、沖孔:指工件由普通沖床和模具加工孔的工藝過程(即廢料落下)。5、折彎:指工件由折彎?rùn)C(jī)成型的工藝過程。
在進(jìn)行鈑金加工時(shí)還需要注意幾個(gè)問題,首先工作人員在加工之前要先對(duì)材料進(jìn)行檢查,并將材料展開以備加工使用,材料的展開方式要正確,這樣在加工時(shí)可以節(jié)省材料,也可以達(dá)到加工目的,在加工期間也要注意間隙的選擇方式以及材料的包邊效果等。進(jìn)行鈑金加工期間,工作人員應(yīng)該對(duì)生產(chǎn)流程和加工方式有所了解,這樣才可以更好的完成加工任務(wù),并保證工件生產(chǎn)質(zhì)量。鈑金加工是包含傳統(tǒng)式的激光切割下料、冷沖壓生產(chǎn)加工、彎壓成型等方式 及加工工藝主要參數(shù),又包含各種各樣冷沖壓模具構(gòu)造及加工工藝主要參數(shù)、各種各樣機(jī)器設(shè)備原理及控制方式 ,還包含新沖壓模具技術(shù)性及新技術(shù)新工藝。



 在線客服
在線客服 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com


